CÔNG TY CỔ PHẦN GIẢI PHÁP TỰ ĐỘNG HÓA ETEK | ETEK INTRALOGISTICS

Automated Conveyor Solutions for the Pharmaceutical Industry: Optimizing the Handling of 1 Million Products per Day
The modern pharmaceutical industry demands extremely strict standards in terms of speed, accuracy, and traceability across the entire supply chain. Investing in smart automation systems is not only an inevitable trend but also a strategic solution to accelerate production and enhance service quality.
1. The Challenge
One of the most advanced pharmaceutical manufacturing plants in Europe faced the need to scale up and automate its material handling processes, with key requirements including:
- Managing a throughput of up to 1 million products per day
- Complying with stringent pharmaceutical industry standards
- Increasing speed and accuracy in picking, sorting, storage, and internal transportation
- Reducing reliance on manual labor while ensuring safety and ease of operation
The facility required a flexible, sustainable, and scalable solution to meet both current and future demands.
2. The Solution from Interroll
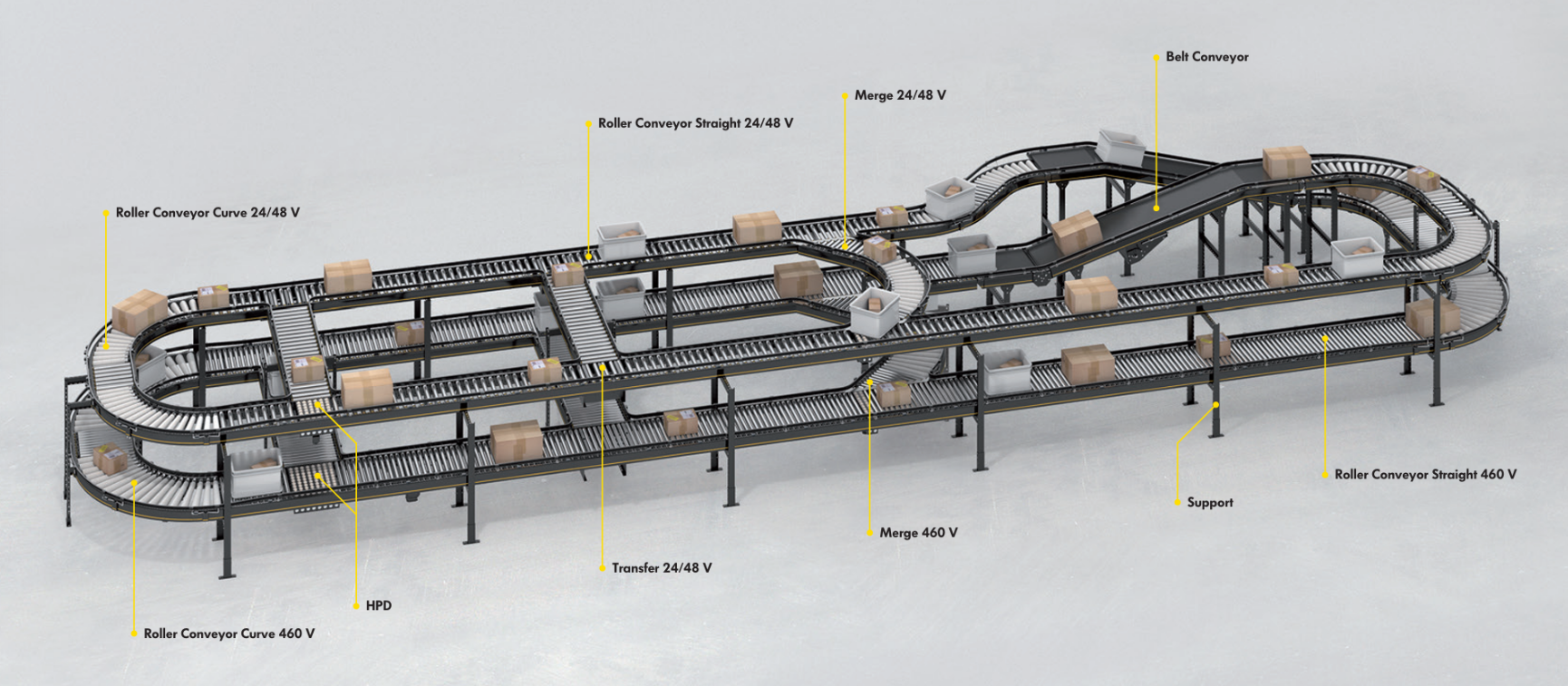
ETEK implemented an intelligent conveyor solution based on Interroll’s Modular Conveyor Platform (MCP)—a system specifically designed for high-demand environments such as pharmaceutical manufacturing.
Key highlights of the solution include:
- Over 1.5 km of MCP conveyors installed to ensure smooth and efficient handling of massive product flows
- Smart stop-and-go mechanism, allowing the system to operate only when needed, reducing energy consumption and equipment wear
- Priority-based routing: urgent goods are directed to “fast lanes,” while other products are temporarily buffered and processed in sequence
- Zero-pressure accumulation, preventing product collisions, enhancing accuracy, and protecting goods
- Operator-friendly design, enabling easy job rotation, reducing fatigue, and improving operational efficiency and workplace safety

3. Achieved Results
The automated conveyor solution delivered clear and measurable benefits:
- Processing up to 2,000 cartons per hour with near-perfect accuracy
- Significantly faster picking, sorting, and transportation, reducing overall order processing time
- Improved overall efficiency, lowering labor and operational costs
- Higher customer satisfaction thanks to faster and more accurate deliveries
- A flexible and scalable system, ready to expand as future demand grows
Looking for an Automated Conveyor Solution for the Pharmaceutical Industry?
ETEK Intralogistics specializes in designing and implementing automated material handling systems for high-demand industries, including pharmaceuticals, food & beverage, logistics, and warehousing.
📞 Contact ETEK today for a free consultation on the most suitable conveyor solution for your factory.