CÔNG TY CỔ PHẦN GIẢI PHÁP TỰ ĐỘNG HÓA ETEK | ETEK INTRALOGISTICS

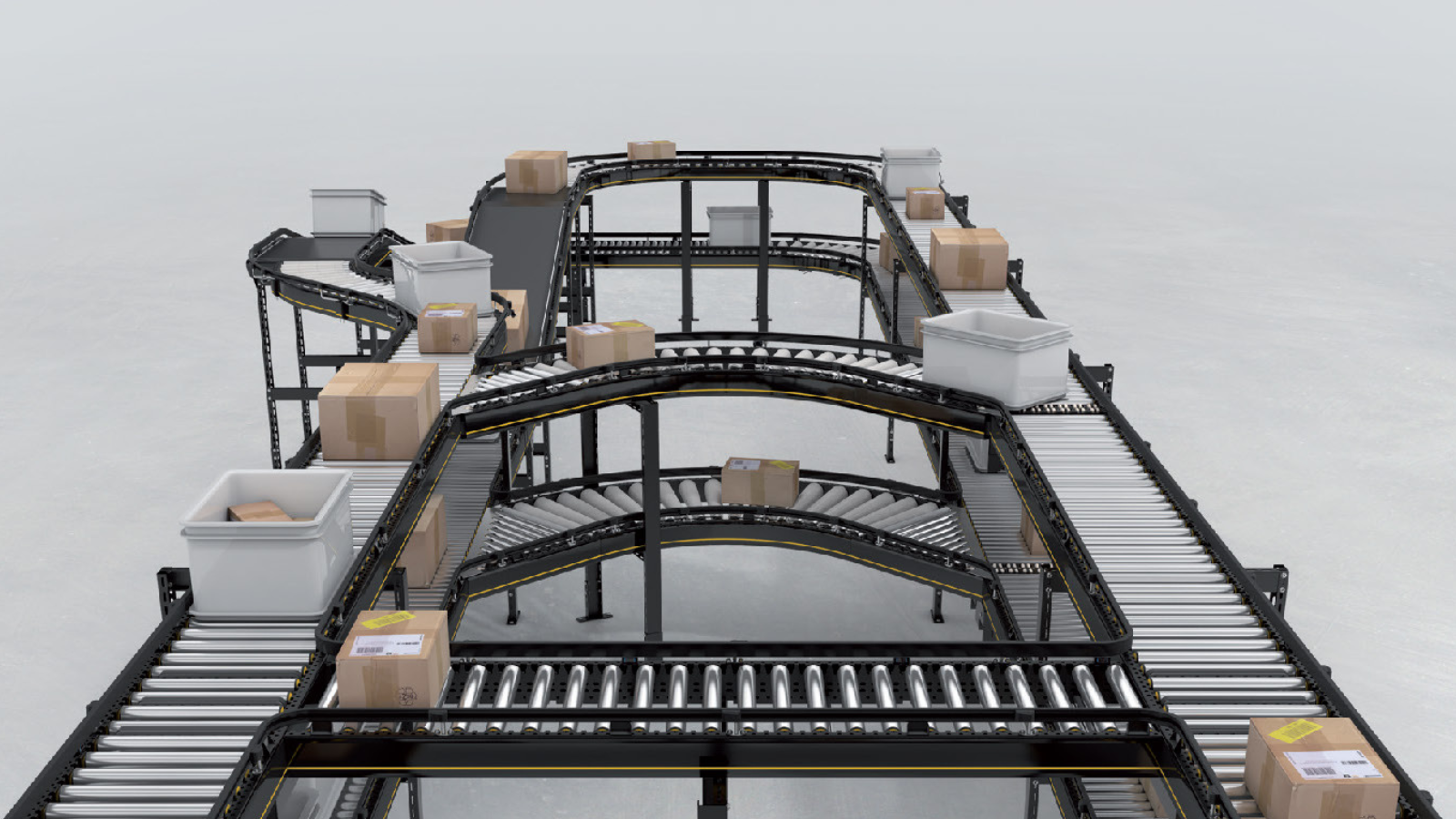
Roller Conveyor
- straight conveyors
- curved conveyors
- transfer units
- sorting modules
- turntables
The system supports load capacities ranging from 50 kg to 1,500 kg and can transport a wide variety of goods such as cartons, plastic bins, pallets, totes, and packaged items. It is well suited for applications including inbound and outbound material handling, raw material supply in production lines, as well as packaging and product sorting operations.
With a comprehensive product portfolio, roller conveyor systems efficiently meet material handling and transportation requirements across multiple industries, including electrical and electronics, food, beverage, warehousing, and logistics.
In addition, the system can be easily integrated with supporting devices such as position confirmation sensors, barcode readers, and checkweighing stations, helping to improve accuracy, safety, and overall efficiency in order fulfillment and material handling processes.
Refer to the roller conveyor modules below:
Modular Conveyor Systems – The Internal Material Handling Foundation for Modern Warehouses
Roller Conveyor – RM 8330

Roller Conveyor – RM 8320

Roller Conveyor – RM 8220

Roller Conveyor – RM 8120

Roller Conveyor – RM 8110 / RM 8111

Roller Conveyor – BM 8455 / BM 8465

Roller Conveyor – BM 8432 / BM 8442

Roller Conveyor – BM 8411 / BM 8421

Roller Conveyor – RM 6008

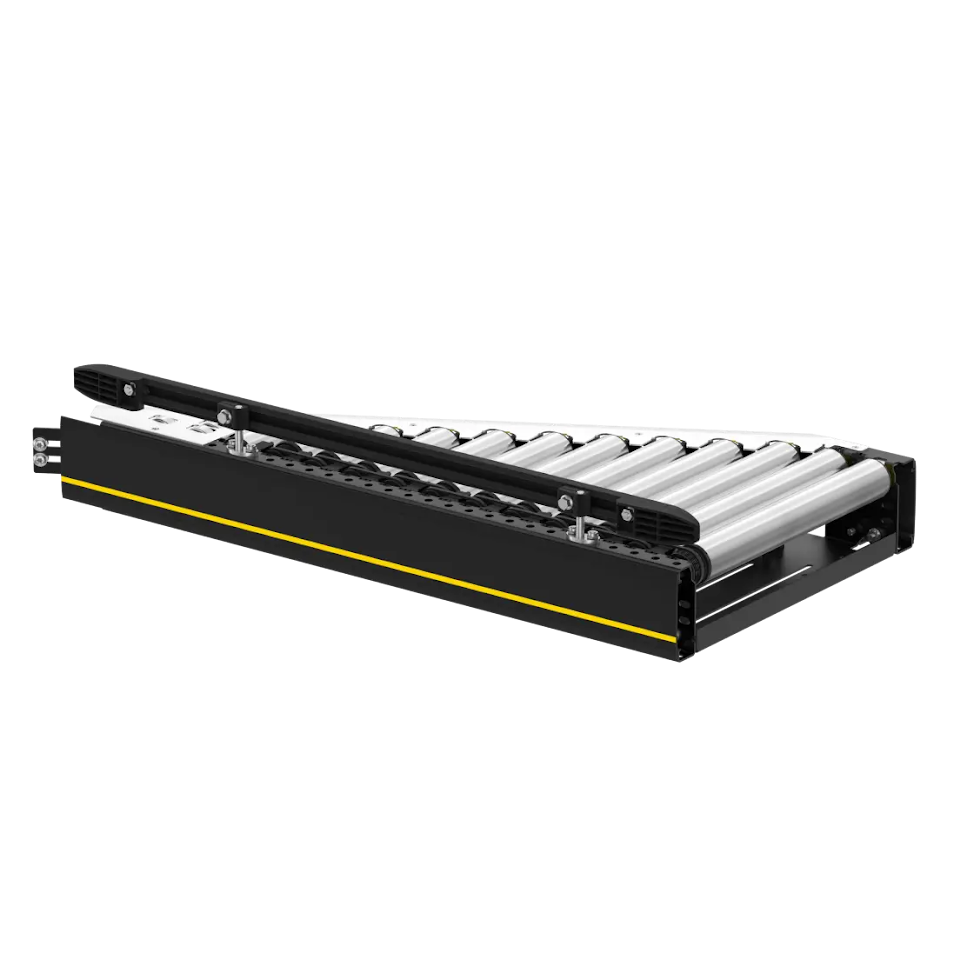
RM 8210 – Roller Conveyor
