





Modular Conveyor Systems – The Internal Material Handling Foundation for Modern Warehouses
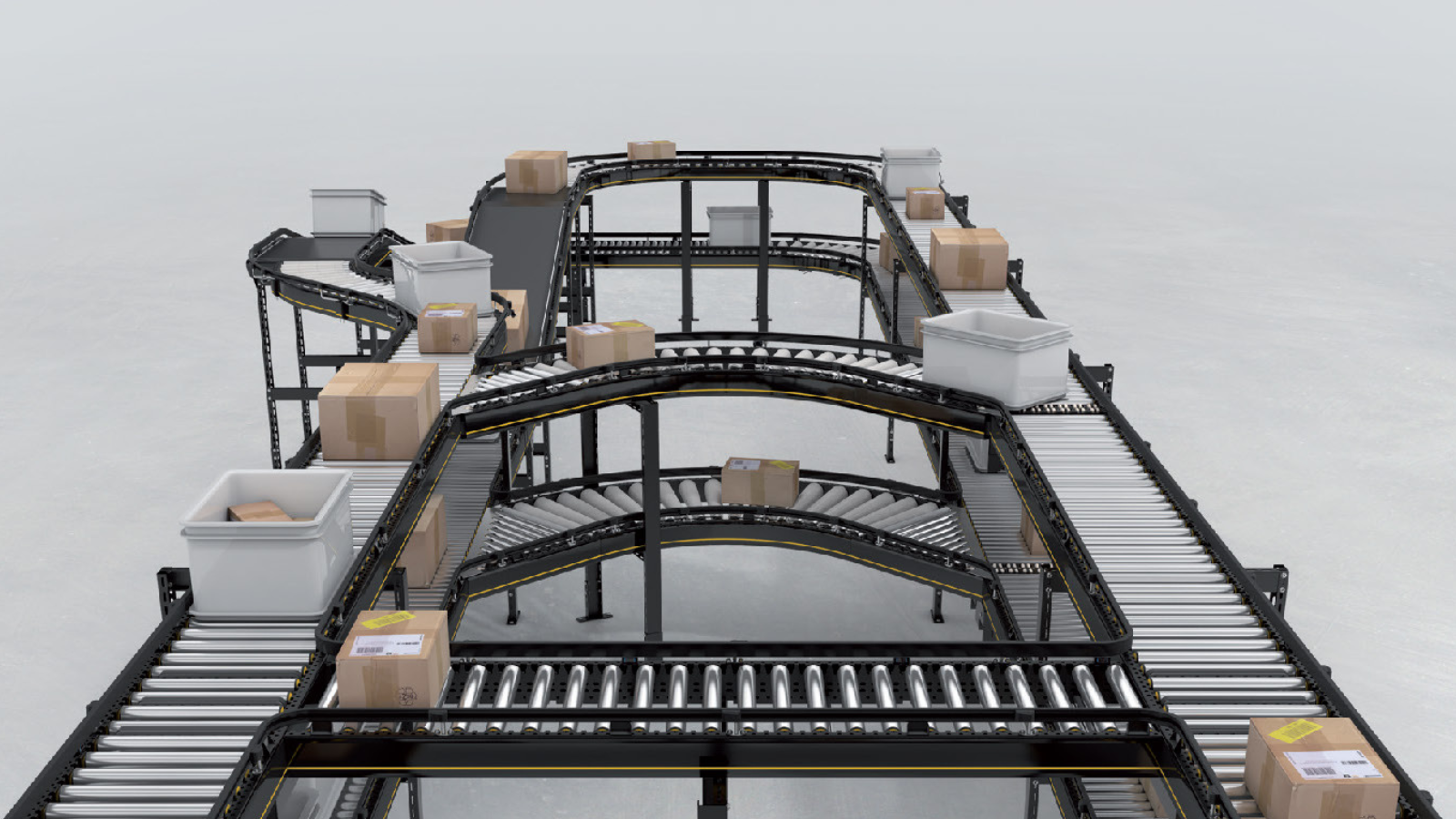
A modular conveyor system is a material handling solution composed of standardized modules that can be flexibly assembled into various configurations such as:
- Straight conveyor
- Curved conveyor
- Transfer conveyor
Instead of investing in a fixed system, businesses are increasingly adopting flexible solutions that can be expanded in phases to align with their growth.
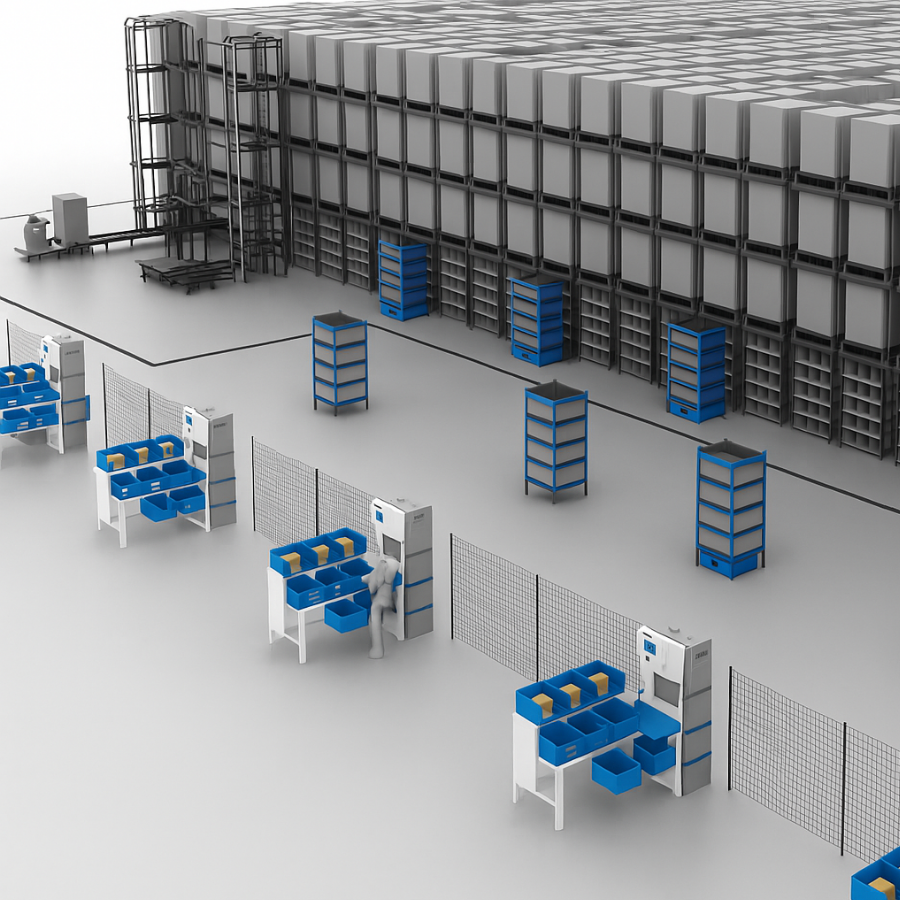
In the process of logistics and manufacturing automation, internal material handling systems play a critical role in ensuring a continuous and efficient flow of goods. In Vietnam, as the demand for warehouse expansion and productivity improvement continues to rise, businesses are gradually shifting from traditional conveyor systems to more flexible solutions such as modular conveyor systems.
One of the leading platforms today is the Modular Conveyor Platform (MCP) by Interroll – a modular conveyor system designed to enable businesses to easily configure, expand, and integrate into existing intralogistics systems.
What is a Modular Conveyor?
A modular conveyor is a material handling system composed of standardized modules that can be flexibly assembled into various configurations such as:
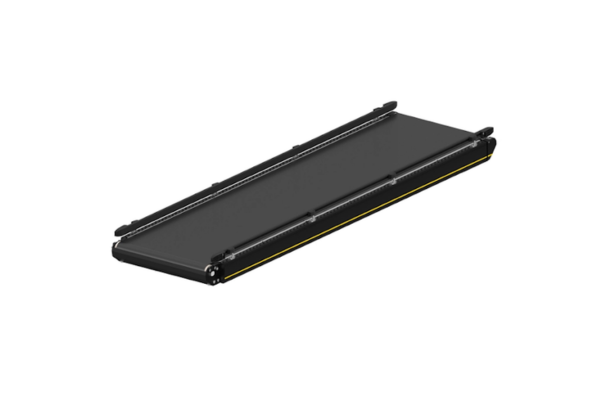
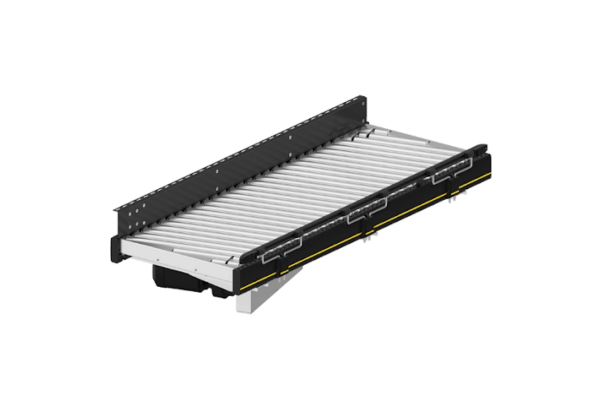
- Straight conveyor
|
RM 8340 |
RM 8210 |
RM 8240 |
|
RM 8830 |
BM 8350 |
BM 8410/8420 |
- Curved conveyor
| RM 8220 |
BM 8320 |
- Transfer conveyor
|
RM 8330 |
RM 8230 |
|
RM 8711 |
BM 8455 |
Advantages of Modular Conveyor Systems
- Flexible design and scalability: Thanks to its modular structure, businesses can easily modify the system layout when expanding warehouses or adjusting production processes without needing to replace the entire system.
- Fast deployment: Standardized modules help reduce design, installation, and commissioning time, making it especially suitable for projects that require rapid implementation.
- Stable operation and energy efficiency: Reduces energy consumption while extending equipment lifespan.
- Easy integration with automation systems such as:
-
- Autonomous mobile robots
- Sorting system
- Warehouse Management System (WMS)
- Control systems (PLC, WCS)
Applications of Modular Conveyor Systems in Vietnamese Enterprises
Modular conveyor systems are widely applied across various industries:
– E-commerce and logistics: Increase order processing speed and improve material handling efficiency within warehouses.
– Industrial manufacturing: Connect production processes and optimize material flow.
– Food and beverage: Ensure continuous and stable transportation within production lines.
– Retail and distribution: Support efficient sorting and transportation of goods.
ETEK – Your Partner for Modular Conveyor Solutions in Vietnam
ETEK supports businesses in:
- Consulting and designing suitable conveyor systems
- Integrating conveyors with robots and automated warehouse systems
- Deploying management and control software
- Optimizing the entire internal material handling process
With extensive experience in implementing projects across manufacturing and logistics industries, ETEK helps businesses build flexible, efficient, and scalable intralogistics systems.
👉 Contact ETEK today for consultation and hands-on experience with modular conveyor solutions, and elevate your manufacturing efficiency.